


江蘇中遠管道設備有限公司
地 址:江蘇泰州市薑堰(yàn)區婁莊鎮(zhèn)工業園區
聯係人:曹經理
手 機:13852651399
電 話:0523-88699888
傳 真:0523-88699448
郵 編:225507
E-mail:287614624@qq.com
網 址:www.kdm010.com


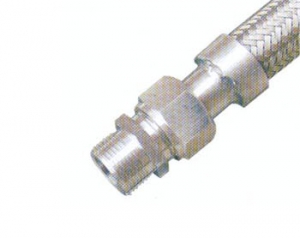
球形接頭金屬軟管氣體由電弧加熱產生離解(jiě),在高速通過(guò)水冷噴(pēn)嘴時受到壓縮(suō),增大能量密度和(hé)離(lí)解度,形成等離子弧。球形接頭金屬軟(ruǎn)管的(de)規格(gé)有:DN6-DN100
一、球形接(jiē)頭金屬軟管應(yīng)用
1、微束離(lí)子焊接(jiē)
微束離子通常用於焊接薄板材(厚度(dù)為0.1mm)、焊絲和網(wǎng)孔(kǒng)部分。針型挺直的弧(hú)能(néng)將弧的偏離和變形減到最小。雖然等效的TIG 弧更擴散,但更新(xīn)的晶體管化的(TIG)電(diàn)源能(néng)在低電(diàn)流下產(chǎn)生非常穩定的弧。
2、中等電流焊接
在熔化方式下可選擇該方法進行傳統的(de)TIG焊。 它(tā)的優點是能產生較深的熔深(shēn)(願於較高的等離子氣流),能容許包括藥皮(焊炬中的焊條)在內的(de)較大的表麵汙染。主要缺點是焊炬笨重,使手工焊接比較困難(nán)。在機械化焊接中,應該(gāi)更加注意(yì)焊炬的維護以(yǐ)保(bǎo)證穩定的性能。
3、小孔型焊接
可用的幾點優勢是:熔深較深、焊接速度快。與TIG 弧相比,它能焊透(tòu)厚度達10mm的板材,但使用(yòng)單道焊接技術時,通常將板材厚度限(xiàn)製在6mm內。通常的方法是使用有填充物的小孔,以確保焊道斷麵的光滑(無齒邊)。由於厚度達到了15mm,要使用6mm厚的鈍邊進行V型接頭準備。也可使用(yòng)雙道焊技術,在(zài)熔化方式(shì)下通過(guò)添加填充焊絲,自動生成第一和第二條焊道。
二、球形接頭金屬軟管操作(zuò)方式
1、微束等(děng)離子:0.1~15A 在很低的(de)焊接電流(liú)下(xià),柱狀弧仍能保持穩定。
2、中等電流:15~200A 在(zài)較大的15~200A電流下,等離子弧(hú)的過程特點與TIG弧相似,但由於(yú)等離子(zǐ)被壓縮過,弧(hú)更加挺直。雖然(rán)可提高等離子氣流速度(dù)來增加(jiā)焊接(jiē)熔池(chí)的度深,但會造成在紊亂的保護氣流中,混入空(kōng)氣和(hé)保護氣體的風險。
3、小(xiǎo)孔型等(děng)離子:大於100A 通過增加焊接電流和(hé)等離子氣流速度,可產(chǎn)生強有力的等離(lí)子(zǐ)束,與(yǔ)激(jī)光或(huò)電子束焊接(jiē)一樣(yàng),它能夠在材料上形成充分的熔深。焊接時,隨著焊接熔池的流動,金屬穿過小孔被切割(gē)後(hòu)在表麵張力作用下形成焊道(dào)。單道焊時,該(gāi)過程可用於焊接較(jiào)厚的材料(liào)(厚度不(bú)超(chāo)過10mm的不鏽(xiù)鋼)。

瀏覽手機站





 淘寶(bǎo)旺旺
淘寶(bǎo)旺旺

